


联系我们

钢筋锯切机大企业好品质
发布时间:2024-09-18 02:44:45 浏览次数:2 公司名称:[大兴安岭]建贸机械设备有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 最大锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |


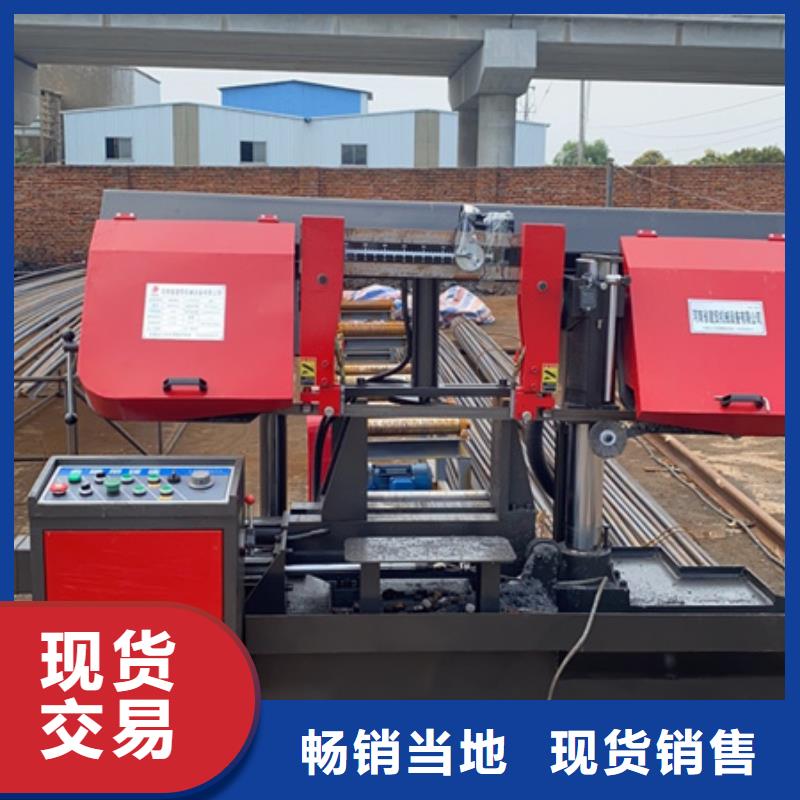

大兴安岭钢筋锯切机大企业好品质
5 、金属带锯床在作业中,禁绝半途变速,锯料要放正、卡紧、卡牢,按原料硬度和锯条质量决议进刀量。
6 、有必要专用液压油和光滑油液压传动及光滑装置中,冷却液有必要清洁,并按周期替换或过滤。
7 、在资料行将锯断时,要加强调查,留意操作。
8 、作业结束,堵截电源,把各操作手柄放回空位上,并做好清扫作业。
9 、机床作业时如发现毛病,应立即泊车报告建造与保障部派机修工修补。鑫岳机床一直认为:供给优质的产品,是报答客户 的办法。
常呈现的维修误区
毛病未定位盲目的拆开设备。一些修补人员因为对带锯床结构、原理不清楚,不仔细分析毛病原因,不能判别毛病部位,凭着 大约、差不多的思维盲目对机械大拆大卸,成果不光原毛病未扫除,并且因为修补技能和工艺较差,又呈现新的问题。 当数控机床呈现毛病后,要经过检测设备进行检测,如无检测设备,可经过问、看、查、试等传统的毛病判别办法和手法,结合其结构和作业原理,断定可能发作毛病的部位。
 钢筋带锯床故障 :锯切时产生尖叫 :1:锯带速度过快或进给量偏大。2:冷却液选择不当或配比不合。3:导向块过紧。4:材料中有硬块。5:锯条齿轮不符。? 排除措施:1:降低速度或进给量。2:更换冷却液。3:调整导向块间隙。4:将工件转动一定的角度再重新切削。5:重选齿轮。? 故障: 锯料倾斜:1:锯齿选择不当。2:导向臂调整不当台面或钳口不垂直。3:导向块间隙太大。4:锯条分齿不对称。5:锯带张紧度不够。6:进给量太大。? 排除方法:1:选用合适锯带。2:重新调整导向臂。3:调整导向块间隙。4:更换合格锯带。5:提高张紧力。6:降低进给量。? 故障:锯带闷车打滑或中断切削:1:进给量太大。2:过载保护过载量小。排除方法:1:降低进给量。2:调大过载量。
钢筋带锯床故障 :锯切时产生尖叫 :1:锯带速度过快或进给量偏大。2:冷却液选择不当或配比不合。3:导向块过紧。4:材料中有硬块。5:锯条齿轮不符。? 排除措施:1:降低速度或进给量。2:更换冷却液。3:调整导向块间隙。4:将工件转动一定的角度再重新切削。5:重选齿轮。? 故障: 锯料倾斜:1:锯齿选择不当。2:导向臂调整不当台面或钳口不垂直。3:导向块间隙太大。4:锯条分齿不对称。5:锯带张紧度不够。6:进给量太大。? 排除方法:1:选用合适锯带。2:重新调整导向臂。3:调整导向块间隙。4:更换合格锯带。5:提高张紧力。6:降低进给量。? 故障:锯带闷车打滑或中断切削:1:进给量太大。2:过载保护过载量小。排除方法:1:降低进给量。2:调大过载量。
 建贸机械设备有限公司
建贸机械设备有限公司
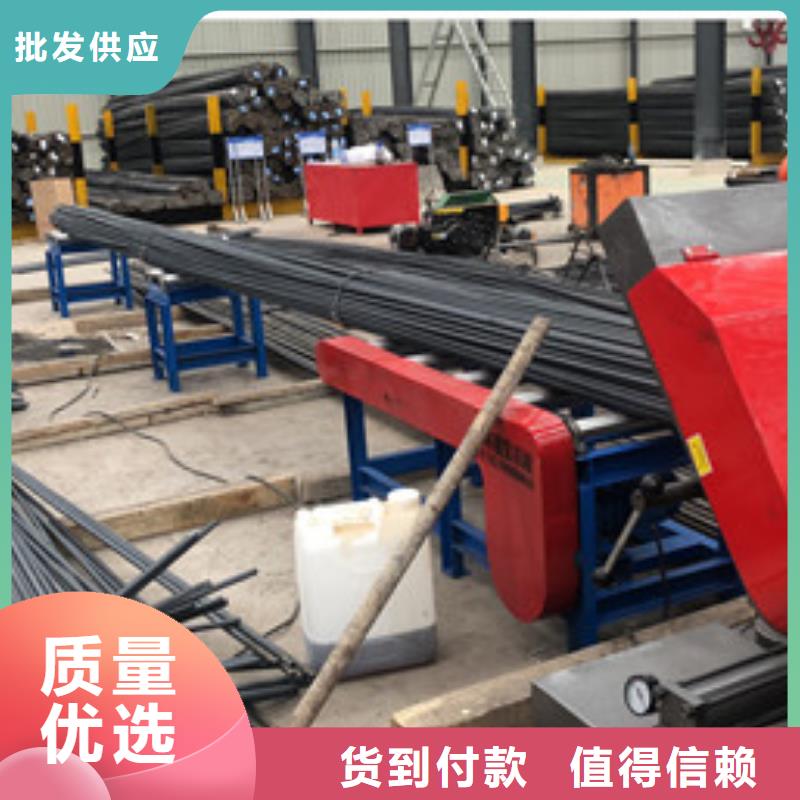
人工送料
通过人工利用送料架将材料送到锯切位置,手动或利用锯床定尺测量需锯切的尺寸,这种方式适合于小规格材料。
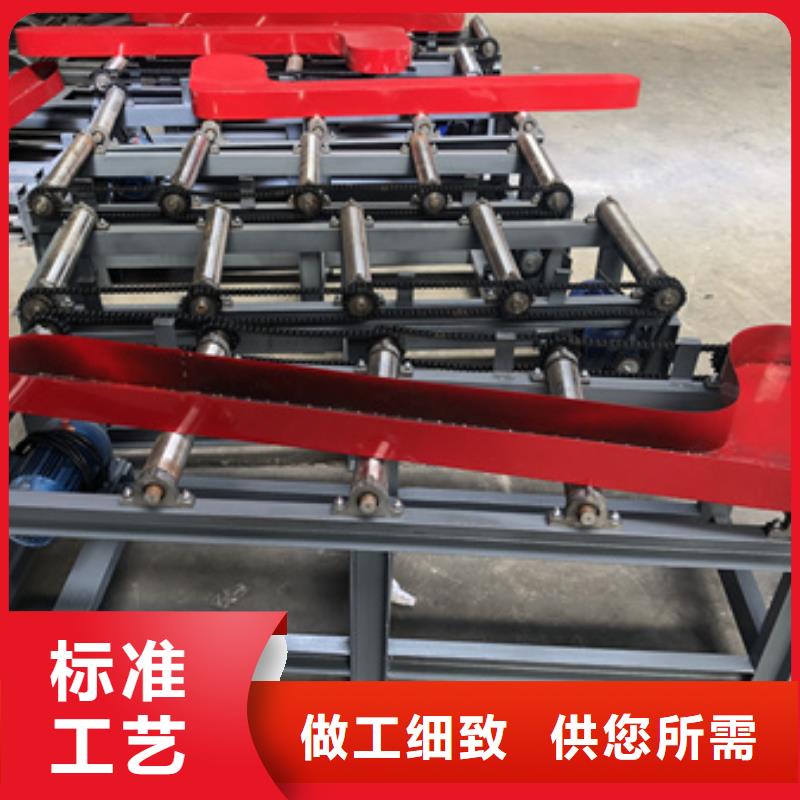
机械传动送料
通过电机、减速机,链轮、链条带动送料辊旋转,操作送料、退料按钮将工件送到带锯床锯条锯切位置。这种方式适用于大规格棒料或板材,精度要求不高,不需要大批量生产的材料。
带锯床自动送料
自动送料机指能自动的按规定要求和既定程序进行运作,人只需要确定控制的要求和程序,不用直接操作的送料机构。即把物品从一个位置送到另一个位置,期间过程不需人为的干预即可自动准确的完成的机构。一般具有检测装置,送料装置等。主要用于各种材料和工业产品半产品的输送,也能配合下道工序使生产自动化。
jmc 83018
83018
 锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定。
锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定。1、较硬的材料和较大宽度的材料要用较大的压力和进给速率;
2、较软的材料和较小的宽度要用较小的压力和进给速率
四、轮廓锯切:请根据您所需要锯切材料,选择***的锯条种类;再根据您所需要锯切材料的小弧度(半径),选择锯条的宽度。弧度(半径)越小,锯条的宽度越窄。
锯条张力:在用一根新的锯条锯切之前,应首先检查其张力。如有必要,在少量锯切后进行拉紧。Cybote双金属带锯条的预拉紧应力为250—300N/mm2。
带锯床导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高。
冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的。对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。